Модульный принцип построения многоцелевых станков с ЧПУ
Аверьянов О.И.
В настоящее время мировое станкостроение конструктивно располагает множеством компоновок. Анализируя компоновки металлорежущих станков, проф. Ю.Д. Врагов [2] утверждал, что «Станки с различными конструкциями могут иметь одинаковые компоновки, и, наоборот, станки с одинаковыми конструкциями основных узлов могут иметь различные компоновки». Далее: «…необходимо, чтобы на стадии построения компоновок были бы выделены и проанализированы чисто компоновочные факторы качества». Для этого компоновочные факторы станков должны быть отделены от факторов, связанных с последующей разработкой конструкции узлов. В последствие это положение было развито проф. О.И. Аверьяновым в его теории «Модульный принцип построения станков с ЧПУ».
Создание реального PHP-сайта с нуля в бесплатном курсе
https://srs.myrusakov.ru/freephp?ref=arhkonpod
Первая книга д.т.н., проф. О.И. Аверьянова «Модульный принцип построения станков с ЧПУ» была опубликована в 1987 году [1]. В книге на основе проведенных теоретических и экспериментальных исследований впервые были разработаны и предложены методические основы формирования технических характеристик и компоновочных решений многоцелевых станков с ЧПУ (МЦС с ЧПУ), считавшихся в то время наиболее прогрессивным технологическим классом станков. Поэтому особенность проведенного исследования заключалась в характере отраслевого приложения, поскольку в работе принимали участие 15 станкостроительных завода, несколько отраслевых и конструкторских организаций Министерства станкоинструментальной промышленности СССР и руководители научных школ некоторых Вузов страны. Состав исполнителей работы был обоснован поставленной руководством страны общей задачей отрасли – создать множество компоновок МЦС с ЧПУ, удовлетворяющих потребительский спрос предприятий машиностроения, за счет развитой системы кооперации между станкостроительными заводами и с использованием модульного принципа,
На основе проведенных автором теоретических и экспериментальных исследований, впервые были разработаны научные основы формирования технических характеристик и компоновочных решений МЦС с ЧПУ, приняты к исполнению некоторые понятия, определения и созданы принципы модульного проектирования станков.
Компоновка – это система расположения модулей и направляющих станка, отличающаяся структурой, пропорциями и свойствами.
В основу проекта автор принял технологическую и конструкторскую концепции, отражающие особенности развития современного производства и сближающие интересы потребителей станков и изготовителей.
Технологическая концепция проектирования базировалась на положении, согласно которому станки создаются с учетом типа и характера производства. Условия производства и характеристики изготавливаемых деталей конкретного потребителя выдвигаюет вполне определенные требования к станкам.
Существо конструкторской концепции сводится к необходимости разделения станка на независимые модули с целью повышения вероятности выхода в серию всего станка.
Сформулированные автором технологическая и конструкторская концепции в настоящее время учитываются в мировом станкостроении при проектировании высокопроизводительных станков с ЧПУ.
В проекте выделены основные положения, характеризующие модульный принцип проектирования станков с ЧПУ.
Модуль – это конструктивно и функционально законченная единица, являющая составной частью общей системы проектируемого станка.
Модули характеризуются наименьшим возможным числом связей для присоединения к ним новых модулей.
Ограниченная номенклатура модулей должна обеспечивать множество различных компоновок МЦС путем многообразия сочетаний и положений модулей.
Модульный принцип проектирования станков наиболее полно отвечает требованиям решения конкретной технологической задачи.
Сокращается время и трудоемкость проектирования станков, поскольку модульный принцип позволяет более полно использовать выполненные ранее разработки.
Увеличивается надежность работы станка за счет входящих в нее отработанных модулей и наибольшего соответствия данной конструкции модулей выполняемой задаче.
Модульное проектирование позволяет создавать новое высокопроизводительное оборудование для выполнения наилучшим образом заготовок, а не подгонять процесс под возможности уже имеющегося оборудования и др.
Очень часто понятие модуль отождествляется с понятием агрегат. Так, модуль (modulos – мера) означает унифицированный узел, оформленный как самостоятельное изделие, и выполняющий определенную функцию в различных технических устройствах. Агрегат (aggregatus – присоединенный) означает механическое соединение в одно целое разнородных или однородных частей, укрупненный узел (комплекс машин), выполняющих определенную функцию и обладающий полной взаимозаменяемостью. По определению, принципиальное отличие модуля от агрегата состоит в том, что первый выделяется как функционально законченная единица, в то время как агрегат приобретает функциональные свойства только путем соединения нескольких конструктивных единиц.
В машиностроении еще различают модули технологические и конструкционные:
- Технологический модуль – это «технологическая структурная единица компоновки» или наименьший состав блоков компоновки станка, необходимых для выполнения операции формообразования.
- Конструкторский модуль является единицей унификации станка. Под конструктивным модулем понимается функционально и конструктивно независимую единицу, которую можно использовать индивидуально и в различных комбинациях с другими модулями.
Определение номенклатуры моделей, несмотря на имеющиеся методики, относится к трудной задаче и зависит часто от многих неожиданностей, учет которых даже трудно спрогнозировать. Поэтому коллективный характер работы над проектами проектирования отечественных станков является желательным. При этом необходимо конструкцию модулей выдержать как самостоятельные изделия, выполняющие определенные функции в различных технических устройствах.Например, в состав модуля — главный привод входит корпус с направляющими, собственно шпиндель, электродвигатель, необходимые коммуникационные связи, вертикальная стойка с приводом вертикального перемещения главного привода и т.д.
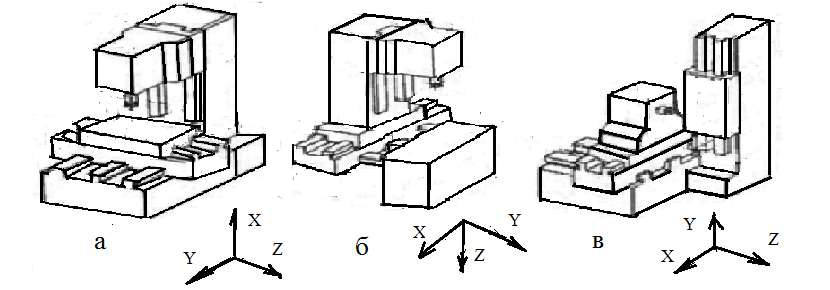
На рисунке 1 приведены схемы трех компоновок МЦС, построенные по модульному принципу из одного комплекта модулей восьми наименований.
Особенности определения характеристик модулей удобно рассматривать, предварительно разделив их на три части: установочную, зависящую от размеров обрабатываемых деталей; режимную (силовую) часть, определяемую составом и характером выполняемых операций и вспомогательную, обеспечивающую автоматическую смену инструмента и заготовки, а также элементы крепления и установки различного рода приспособлений.
К техническим характеристикам модулей установочной части МЦС относят: номенклатуру модулей; размерный ряд модулей по основному параметру; соотношения размеров рабочего пространства; координатные перемещения по осям X, Y, Z исходных органов станка и размеры, определяющие габариты стола и стойки. Эти характеристики определяют, по известным методикам, на основе исходной информации, описывающей соответствующие размерные характеристики обрабатываемых деталей [3].
Для исполнения функциональных действий модулей, используются технические средства, широко применяемые в машиностроении [4]. Так электропривод, выполняющий преобразование электрической энергии в механическую энергию управляет технологическим процессом в соответствии с заданным алгоритмом его выполнения. Широкое промышленное использование получили высоко динамичные и прецизионные электроприводы для большинства объектов машиностроения. Приоритетное развитие получили регулируемые электроприводы переменного тока, основанные на использовании управляемых полупроводниковых приборов и цифровых систем микропроцессорного управления. Развитие диктуется возрастающими требованиями к электродвигателям со стороны электроприводов, которые в ряде случаев должны обеспечивать широкий диапазон регулирования (1000 — 10000) и обеспечивают сверхнизкие (0,001-0,1об/мин) и сверхвысокие (1,5.105 об/мин и более) частоты вращения.
Если рассматриваемые классы станков с ЧПУ требуют учета специфических технологических данных для обработки деталей, то эти условия должны учитываться в технических возможностях модулей. Например, высокоскоростная обработка требует:
- минутные рабочие подачи до 5…10 м/мин и более;
- усилия резания 200…100 Н и менее;
- крутящие моменты 50…20 Нм и менее;
- скорости быстрых перемещений узлов 60…120 м/мин при ускорениях 8…15 м/с2.
Указанные выше показатели обеспечивают высокоскоростную обработку применением:
- режущих инструментов на основе кубического нитрида бора (КНБ) и поликристаллического алмаза (ПКА);
- керамических и гибридных шарикоподшипников с масляно-воздушной смазкой со скоростным показателем Dn до 2000000 — 2500000;
- линейных приводов перемещения узлов;
- направляющих качения с профильными шинами;
- мотор-шпинделей с частотно-регулируемым приводом с цифровым управлением;
- сверхбыстродействующих свободно программируемых УЧПУ с открытой структурой на базе промышленных компьютеров с развитым математическим обеспечением.
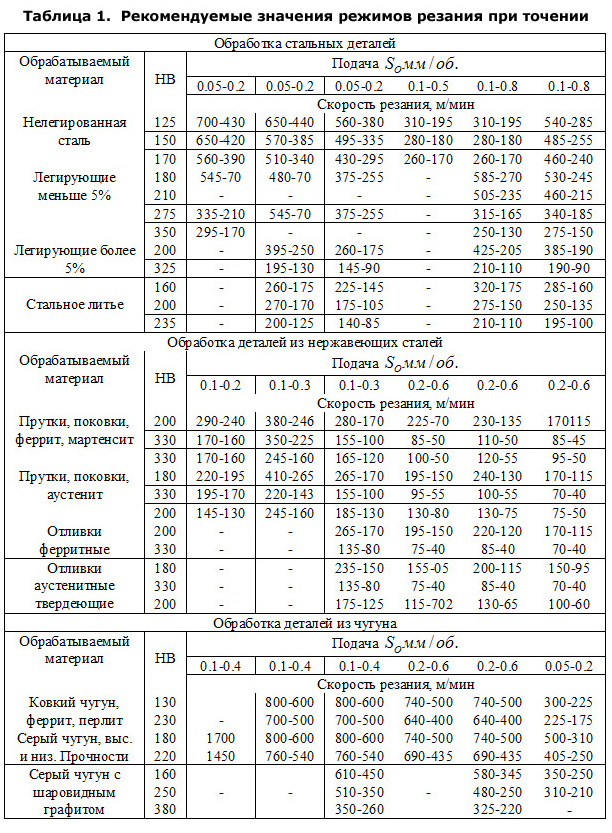
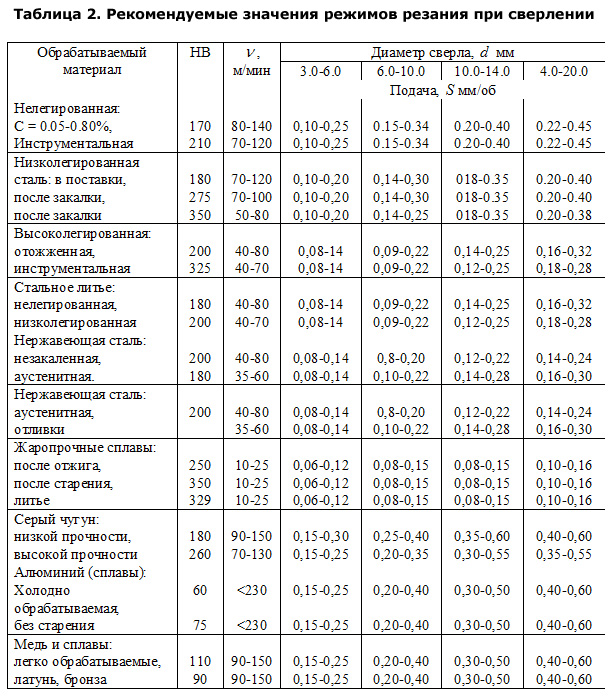
Среди различных методов определения режимных показателей МЦС с ЧПУ одним из наиболее распространенных методов, основанных на анализе существующих станков анализируемого типа. Этот метод в практике называют опытно-статистическим.
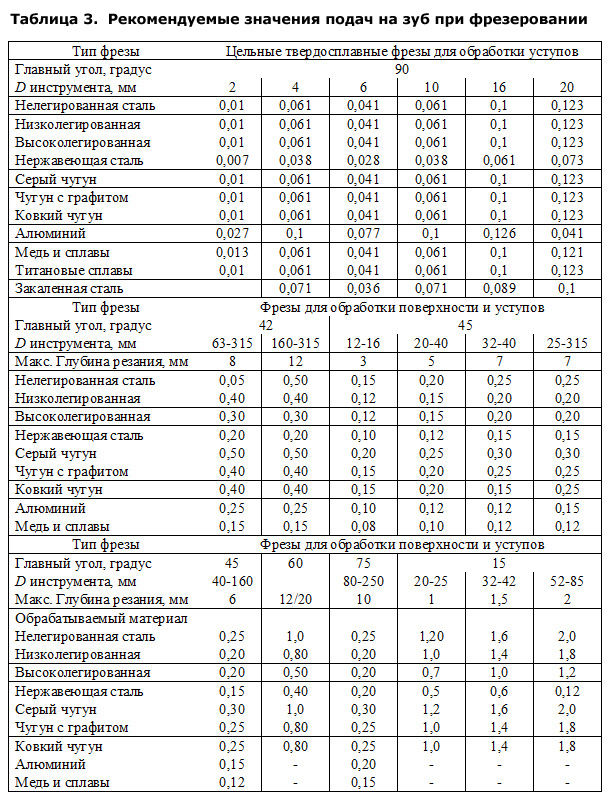
В таблицах 1-3 показаны обобщенные рекомендации по режимам резания, заимствованные из проспектов фирм SANDVIC, CANTLA, ISCAR для использования их на МЦС с ЧПУ при обработке черных, цветных и благородных металлов.
Логическим развитием модульного принципа построения МЦС с ЧПУ является разработка модулей на мехатронной основе.
Мехатроника – это развитие модульного принципа построения технологических машин, которое базируется на использовании достижений точной механики, электроники и электротехники для создания комплектных интегрированных интеллектуальных модулей движения рабочих органов машин и средств управления ими.
Принципиально важным является создание мехатронных модулей линейных и вращательных движений ограниченной номенклатуры, на базе которых возможно создание новых компоновок МЦС с ЧПУ.
Помимо компоновочных решений, состав модулей формирует комплекс технических решений, совокупность которых определят эксплуатационный уровень МЦС с ЧПУ и в значительной степени определяет принадлежность станка к классу станков многоцелевых. Это очень важно, поскольку на ранних стадиях создания высокопроизводительных станков, считалось достаточным к серийно выпускаемым универсальным станкам «привязать» систему ЧПУ и устройства автоматической смены инструмента, чтобы формально полученное сооружение принять как МЦС с ЧПУ. Естественно, при этом технологические, и технические возможности у станка с ЧПУ не прибавлялись. К сожалению, такая позиция встречается и в настоящее время у лиц, для которых проблема замещения в станкостроении видится практически выполнимой в сравнительно короткие сроки.
Модульный принцип создания металлорежущих станков с ЧПУ в настоящее время занимает ведущее положение в мире. Однако информация об этом явлении в Россию поступает случайно от ограниченного количества лиц, посещающих всевозможные международные мероприятия или через общения в условиях рыночных отношений между партнерами, технологического обмена или приобретения металлорежущего оборудования.
Примером эффективного использования МЦС с ЧПУ может быть решение при выполнении государственной программы реформирования производства с постепенным переводом промышленности на рельсы диверсификации производства.
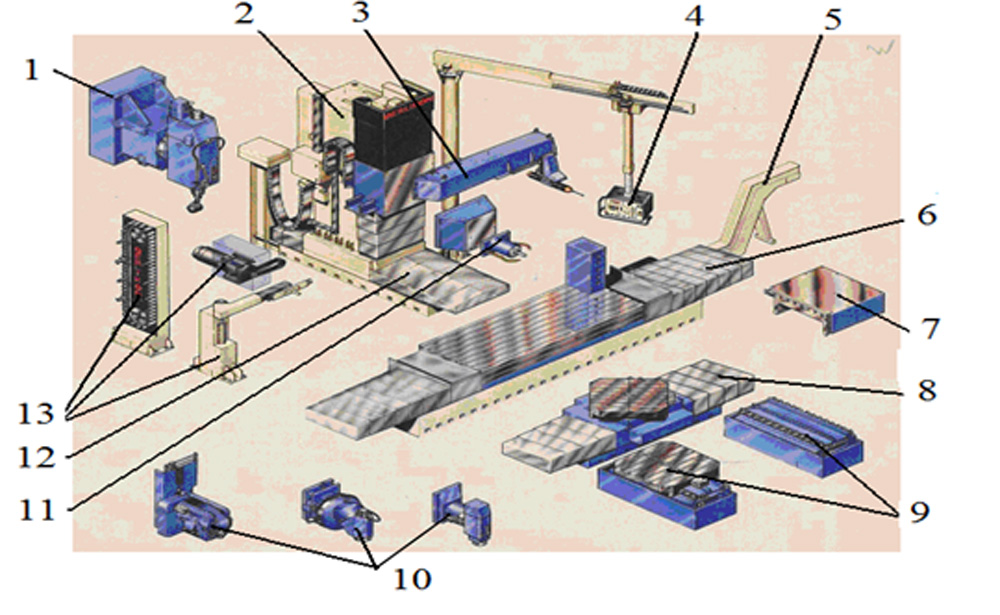
На рисунке 2 показан пример системы модулей МЦС с ЧПУ европейской фирмы, которая на протяжении нескольких лет на рынке продаж металлорежущих станков специализировалась на создании и продаже универсальных расточных станков с вертикальным и горизонтальным расположением шпинделя.
Рисунок 2. Модульная система: 1 – шпиндель; 2 – вертикальная стойка; 3 – манипулятор; 4 – пульт управления; 5 – механизм удаления стружки; 6 станина продольного перемещения; 7 – тумба; 8 – станина с поворотным столом; 9 – механизмы АСЗ; 10 – сменные шпиндели; 11 – горизонтальный шпиндель; 12 – станина поперечного перемещения; 13 – магазин АСИ
На основе анализа продаж станков, фирма разработала номенклатуру модулей, благодаря которой значительно расширила географию продаж МЦС с ЧПУ с различным уровнем автоматизации. Эта модульная система является собственностью фирмы, а комплектующие узлы (привода, режущий и вспомогательный инструмент, различные защитные и предохранительные устройства и т.п.) фирма приобретает у специализированных предприятий.
Сравнивая рассмотренные выше две модульные системы, отметим, что второй вариант системы, являясь собственностью одной фирмы, имеет ограниченную структуру модулей, определяемую только специализацией выпускаемой продукции.
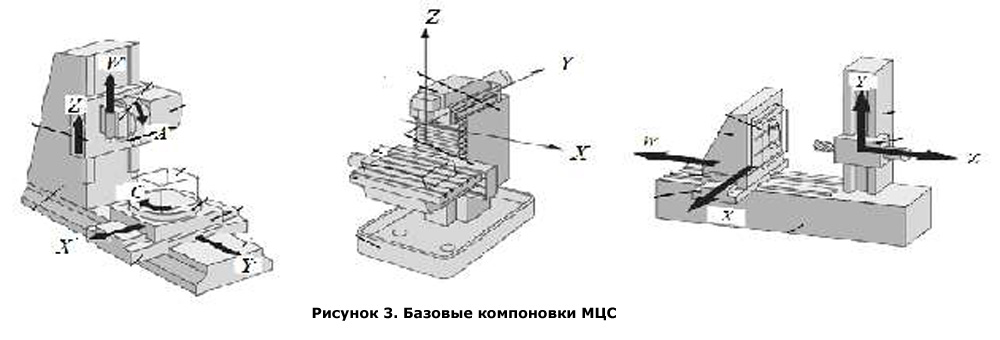 При наличии нескольких базовых компоновок станков (рисунок 3), особенно при временном дефиците, предпочтение следует отдать первому варианту модульной системы, поскольку организация производства многих элементов системы (комплектующие) в настоящее время нужно решать коллективно.
При наличии нескольких базовых компоновок станков (рисунок 3), особенно при временном дефиците, предпочтение следует отдать первому варианту модульной системы, поскольку организация производства многих элементов системы (комплектующие) в настоящее время нужно решать коллективно.
Перспективы развития модульного принципа построения МЦС с ЧПУ
Разработка будущей конструкции МЦС с ЧПУ, в настоящее время занимает умы создателей станков многих европейских стран. Причины такого понимания проблемы кроются во многих задачах несовершенства современного производства и постоянно растущего спроса на рынке многономенклатурных товаров потребления. Жизненный цикл службы продукции становится все короче, что особенно заметно в сфере реализации продукции массового спроса. Конструкции станков, созданные в прошлые годы, которые в основном были ориентированные на обработку очевидного вида продукции, в настоящее время не согласуются с динамикой рынка, что и приводит к необходимости совершенствования в компоновках станков с ЧПУ и совершенствования стратегии их развития в будущем.
В настоящее время муссируется идея, что самым многообещающим решением на пути создания к станку будущего может являться использование принципа реконфигурации компоновки станка модульной конструкции, который должен быть создан под данную заготовку и подходить также для меняющихся требований производства. Отсюда формулируются основные положения концепции создания таких станков будущего [5]:
- поскольку станок может использоваться для обработки изделий с различными значениями жизненных циклов, то его компоновка не должна зависеть от конкретного вида продукции;
- структура модульного принципа построения станков не должна строиться на базовых модулях;
- использование множественных технологий для полной обработки продукции должно быть основано на статистически обоснованном ограничении механических процессов резания (не более шести ведущих);
- использование самооптимизирующихся приводов модульного станка на основе мехатроники упрощает процесс достижения параметров резания.
Изучение рынка показало, что потенциальных пользователей станков со сменной конфигурацией в сегодняшних условиях рыночной глобальной конкуренции, имеют преимущества такие станки, с помощью которых сокращается себестоимость обработки и время выхода на рынок новых изделий. Поэтому, в первую очередь, пользователи требуют реконфигурацию в отношении следующих показателей:
- производительность (производство образца – прототипа, запуск деталей в производство, серийное производство и постепенная ее ликвидация);
- рамки и тип производственных технологий, которые должны быть интегрированы;
- уровень автоматизации;
- инновации в системах режущих инструментов и заготовок;
- вариативность изделий (форма, размеры и окончательная отделка);
- материалы (например, легко обрабатываемые заготовки в противовес трудно обрабатываемым заготовкам);
- сухая обработка деталей;
- методы интеграции в производственную систему (одиночно стоящие станки в противовес станкам, входящим в систему);
- точность станка, наряду с требуемым качеством выпускаемой продукции.
Реконфигурация компоновки во всех подсистемах станка должна позволять:
- значительно сокращать количество работ, необходимых для переоборудования и смены оснастки после фазы завершения производства изделия, если станок используется для совершенно иного назначения;
- различное использование может относиться к совершенно новому изделию, новому методу интеграции в производственную систему, либо необходимому переоснащению, чтобы удовлетворять новым требованиям потребителей.
Базовая концепция станка представляется таким образом, что все главные технологические модули, такие как точение, твердое точение, шлифование, лазерная закалка, сварка, хонингование, снятие заусенцев, чистка, сушка и даже проверка качества, могут быть интегрированы в единой системе.
Концепция нового станка должна быть также гибкой и реконфигурируемой в том, что касается систем инструмента и заготовок, для того, чтобы обеспечить быструю адаптацию станка к ранее неизвестным заготовкам.
Таким образом, при расчете долгосрочной рентабельности становится ясным, что наилучшим выбором является гибкая машина.
Именно это и является настоящей проблемой – необходимость инвестиций в гибкое производство сегодня, что не понадобится раньше будущего времени, и именно этого можно избежать с помощью станка с переменной конфигурацией. Ежедневные изменения производства не берутся в расчет, рассматриваются скорее изменения в изделиях, которые могут произойти после того, как станок будет использоваться в течение нескольких лет. Реконфигурируемые системы и станки дадут возможность в будущем оптимально регулировать машинное время и будут подходить для изменяющегося диапазона продукции, и, таким образом, это значительно сократится время жизненного цикла. Это означает, что основа станка должна иметь очень высокий уровень перенастройки, переработки конструкции и конверсионной гибкости.
В соответствии с концепцией станка, у него должна быть базовая конфигурация и большое число возможных модулей для перемены конфигурации. В базовой конфигурации станка интерфейс и гибкость сделаны таким образом, что их можно настроить на продукт в любое время, и без дорогой конверсии, для чего станок может даже потребоваться вернуть производителю.
Предлагаемая концепция реконфигурации станка с ЧПУ отличается от предыдущих концепций, модернизации или переоснащения, которые обеспечивают только ограниченное количество сменных опционов, либо требуют очень длительного времени для модификации.
Большое внимание в настоящее время уделяется возможностям использования трехмерных параметрических систем, ориентированных на набор программных средств при проектировании новых компоновок МЦС с ЧПУ, например прикладное программное обеспечение РТС Creo.
Пакет решений РТС Creo обеспечивает возможность естественного перехода от конструирования изделий к их производству. Пакет решений РТС Creo – это как живой организм, который подстраивается под изменение ситуации на предприятии, в отрасли, в мире. Когда у предприятий появляются новые требования, выходят новые версии решений, возникает желание автоматизировать процессы, которые происходят с изделием уже после его производства на этапе послепродажного обслуживания, РТС Creo живо реагирует созданием новых приложений, автоматизирующих бизнес-подход, в основе которого лежит идея управления жизненным циклом выпускаемой продукции. Это способствует созданию и сопровождению новой техники, рождению и воплощению инноваций, помогает предприятию оставаться конкурентоспособным на рынке – это, так называемые PLM-системы. Фундаментом PLM-систем поддержки полного жизненного цикла изделий является связка Creo+Windchill. Между ними на единой интегрированной платформе с явными преимуществами перед другими САПР функционируют приложения САМ/САЕ/РDM — системы. CAD/САМ — системы обеспечивают полный набор для управления производством – от конструирования инструментов, штампов, прессформ и выпуска качественной конструкторской документации до разработки управляющих программ ЧПУ (токарной, фрезерной, шлифовальной или многоцелевой обработкой) документации технологического процесса, проверки и симуляции траекторий движения.
Заключение
- Модульный принцип станков с ЧПУ это не панацея, благодаря использованию которого можно быстро и сравнительно просто решать проблему создания станков по любому поводу или указанию. Модульный принцип, это, прежде всего, идеология проектирования сложных технических сооружений, требующая высокой организации труда и ответственности непосредственных исполнителей. Отступление от этих требования приведет к необоснованным затратам. Модульное проектирование не подменяет собой другие методы.
- Успешное решение любой государственной проблемы, во многом зависит от общего фона гражданского настроения, которое формируется в ведомствах, причастных к решению проблемы.
- Модульный принцип построения станков с ЧПУ достаточно часто используется на зарубежных фирмах как организационное производственное средство, обеспечивающее оперативное исполнение задачи конкретного заказчика. Состав модулей для каждой фирмы свой, определен на основе анализа потребительского спроса на рынке оборудования и является интеллектуальной собственностью фирмы.
- В отечественном проекте модульная система строилась по идеологии использования кооперации модулей между несколькими предприятиями страны. В этом случае, интеллектуальная собственность – коллективная.
- В результате вынужденного завершения проекта в 1990 году, многие участники проекта не получили собственную систему, что является существенным организационным недостатком. В последствие, некоторые предприятия развили теоретические основы принципа проектирования технологических машин, и создали собственные модульные системы.
- Модульный принцип проектирования позволяет создавать некоторое множество компоновок и предложить лицу, принимающему решения, выбрать тот вариант компоновки, который подходит в данный момент автору проекта. На технический уровень станка с ЧПУ, принцип проектирования влияет мало.
- На всех этапах развития отечественного станкостроения, технические характеристики МЦС с ЧПУ формировались с целью способствования успешному решению национальных проблем государства. Если технологический потенциал станкостроения не отвечает требованиям национальных проблем, то такое состояние отрасли требует проведение глубоко анализа причин застойного состояния.
Использованная литература
- Аверьянов О.И. Модульный принцип построения станков с ЧПУ. – М.: Машиностроение, 1987. – 232 с.
- Аверьянова И.О. Методика подготовки операторов для обслуживания станков с ЧПУ. — М.: МГИУ, 2010. – 265 с.
- Врагов Ю.Д. Анализ компоновок металлорежущих станков. – М.: Машиностроение, 1978. – 208 с.
- Металлорежущие системы машиностроительных производств: Учебное пособие для вузов. /Под ред. О.В. Таратынова. 2-е изд., доп. И перераб. М.: МГИУ, 2006. – 250 с.
- Материалы международной станкостроительной выставки «ЕМО 2015» (Милан, Италия).
- Материалы конференций на международных станкостроительных выставках «ЕМО 2008 – 2010 г.г.»
- Отраслевой научно-технический журнал «СТАНКОИНСТРУМЕНТ», №1, 2016.
Добавить комментарий